جوشکاری لوله فولادی: انواع روشها، نکات اجرایی و استانداردها

-
دسته بندی
-
تاریخ انتشار۱۴۰۴/۱۰/۰۹
-
تاریخ بروزرسانی۱۴۰۴/۱۰/۱۸
-
بازدید460
-
دیدگاه ها0 دیدگاه
جوشکاری لوله فولادی به فرآیند اتصال دائمی دو یا چند لوله فولادی گفته میشود که با ذوب فلز پایه و در برخی روشها فلز پرکننده انجام میشود. این اتصال در خطوط انتقال گاز، آب، نفت و بخار نقش حیاتی دارد و کیفیت آن مستقیماً بر ایمنی و دوام شبکه لولهکشی اثر میگذارد. هرگونه ضعف در جوش میتواند منجر به نشتی، افت فشار یا حوادث ایمنی شود؛ بنابراین انتخاب روش مناسب و اجرای صحیح جوش اهمیت زیادی دارد. روشهای رایج جوشکاری شامل الکترود دستی (SMAW)، MIG/MAG ،TIG ،SAW و FCAW هستند و انتخاب روش مناسب به نوع لوله، ضخامت، فشار کاری، شرایط محیطی و تجهیزات موجود بستگی دارد. در این مقاله از آهن صد، با رایجترین روشها، وضعیتهای جوش، مراحل پاسها و نکات استاندارد آشنا میشوید تا درک بهتری از این فرآیند داشته باشید.
جوشکاری لوله فولادی چیست و چه کاربردی دارد؟
همانطور که گفته شد، جوشکاری لوله فولادی فرآیندی برای اتصال دائمی لولهها است تا بتوانند فشار، دما و تنشهای مکانیکی را تحمل کنند و آببندی مناسبی داشته باشند. به همین دلیل، این روش در پروژههای صنعتی و تأسیساتی مورد استفاده قرار میگیرد. کاربردهای اصلی جوشکاری لوله در صنایع مختلف شامل موارد زیر میشود:
- خطوط انتقال گاز شهری و صنعتی: در این خطوط، کیفیت جوش مستقیماً بر ایمنی شبکه تأثیر دارد.
- شبکه آب و فاضلاب: جوشکاری مناسب در شبکه آب و فاضلاب سبب جلوگیری از نشتی و کاهش هزینههای تعمیرات میشود.
- صنایع نفت، گاز و پتروشیمی: در این صنایع، جوش لولهها باید توان تحمل فشار و دماهای بالا را داشته باشد.
- سیستمهای گرمایشی و خطوط بخار: جوشکاری برای ایجاد اتصال دائمی و مطمئن در این سیستمها به کار میرود.

از آنجا که نوع لوله فولادی نقش مهمی در انتخاب روش جوشکاری و کیفیت نهایی اتصال دارد، لولهها معمولاً بر اساس روش ساخت و کاربرد دستهبندی میشوند:
- لوله درزدار (سیاه و گالوانیزه): اقتصادی و پرکاربرد در پروژههای ساختمانی است.
- لوله مانیسمان (بدون درز): برای فشار بالا و کاربردهای حساسی که به دقت بالایی نیاز دارند، مناسب است.
- لوله آتشخوار و تحت فشار: در مصارفی که جوشکاری مطابق استانداردهای مشخص و کنترلشده باید انجام شود، کاربرد دارد.
انواع روشهای جوشکاری لوله فولادی
جوشکاری لولههای فولادی بسته به کاربرد نهایی تحت روشهای مختلفی انجام میشود که اصلیترین آنها شامل موارد زیر هستند:
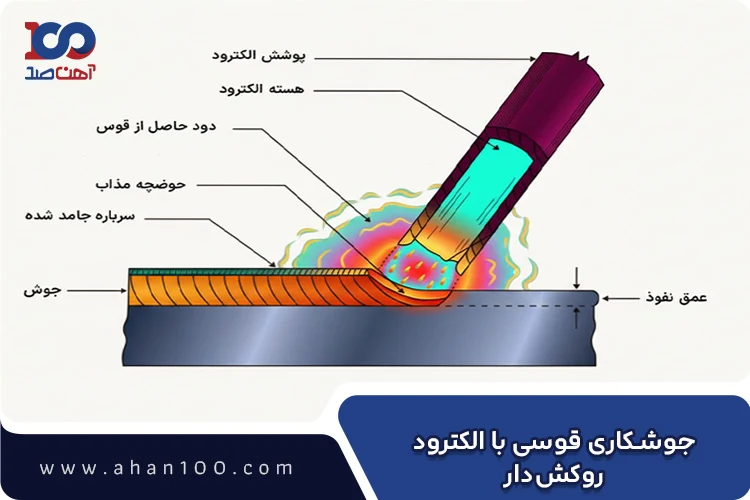
1. جوشکاری قوسی با الکترود روکشدار (SMAW)
یکی از روش قدیمی و پرکاربرد برای جوشکاری لوله فولادی، جوشکاری قوسی است که با الکترود دستی و قوس الکتریکی انجام میشود. این روش ساده و قابل حمل است و در فضای باز کاربرد دارد.
- مزایا: ساده، قابل حمل، مناسب پوزیشنهای مختلف
- معایب: سرعت کمتر، وابسته به مهارت جوشکار
- کاربرد: لولههای درزدار و مانیسمان، خطوط گاز و آب
2. جوشکاری قوسی با سیمجوش و گاز محافظ MIG / MAG (GMAW)
این روش نیمهاتوماتیک است و با استفاده از سیمجوش و گاز محافظ انجام میشود. به همین دلیل، جوشکاری قوسی نسبت به باد و شرایط محیطی حساس است.
- مزایا: سرعت بالا، جوش یکنواخت
- معایب: نیاز به تجهیزات پیشرفته، حساس به محیط
- کاربرد: خطوط صنعتی و لولههای درزدار

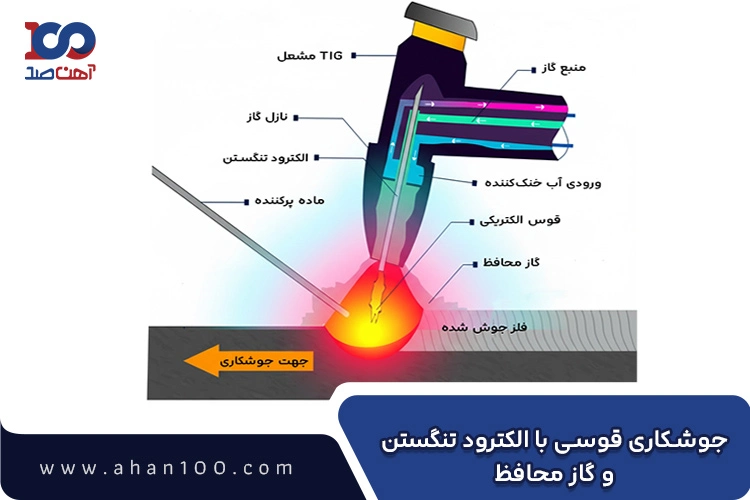
3.جوشکاری قوسی با الکترود تنگستن و گاز محافظ TIG (GTAW)
از دیگر روشها، جوشکاری قوسی با الکترود تنگستن و گاز محافظ است که امکان کنترل دقیقتری بر حوضچه جوش فراهم میکند.
- مزایا: جوش تمیز و دقیق
- معایب: سرعت پایین، نیاز به مهارت بالا
- کاربرد: لوله مانیسمان و خطوط تحت فشار
4. جوشکاری توپودری (FCAW)
جوشکاری توپودری نوعی دیگر از روشهای جوشکاری لوله است که به جوشکاری قوسی شباهت دارد، با این تفاوت که در آن از سیمجوش حاوی مواد محافظ استفاده میشود.
- مزایا: سرعت بالا، نفوذ مناسب
- معایب: دود و پاشش بیشتر
- کاربرد: لولههای ضخیم و پروژههای صنعتی
5. جوشکاری زیرپودری (SAW)
در این روش، قوس الکتریکی زیر یک لایه پودر محافظ ایجاد میشود. پودر مذاب نیز از جوش محافظت کرده و سبب عمیق و یکنواخت شدن نفوذ جوش شود.
- مزایا: نفوذ بالا، پاشش کم
- معایب: تجهیزات سنگین، محدودیت پوزیشن
- کاربرد: خطوط صنعتی و کارخانهای
وضعیتهای (پوزیشنها) جوشکاری لوله فولادی
در جوشکاری لوله فولادی، فقط نوع دستگاه یا روش جوشکاری اهمیت ندارد؛ نحوه قرارگیری لوله نسبت به زمین و جوشکار نیز تأثیر زیادی بر سختی کار و کیفیت نهایی جوش دارد. به این حالت قرارگیری، وضعیت یا پوزیشن جوشکاری گفته میشود. هرچه لوله ثابتتر و زاویههای جوش متنوعتر باشد، اجرای جوش دشوارتر خواهد بود. بهطور کلی، لولهها هنگام جوشکاری میتوانند در چند حالت قرار بگیرند:
- لوله چرخان (Rotated Pipe): لوله در جای خود چرخیده و جوشکار تقریباً در یک وضعیت ثابت جوش میدهد.
- لوله ثابت افقی: لوله ثابت است و جوشکار باید دور تا دور آن را در جهتهای مختلف جوشکاری کند.
- لوله ثابت عمودی یا مایل: لوله حرکت نمیکند و جوش در زاویههای متنوع انجام شده که کار را سختتر میکند.
- لوله با زاویه خاص نسبت به زمین: ترکیبی از حالتهای افقی، عمودی و سقفی که مهارت بالاتری نیاز دارد.
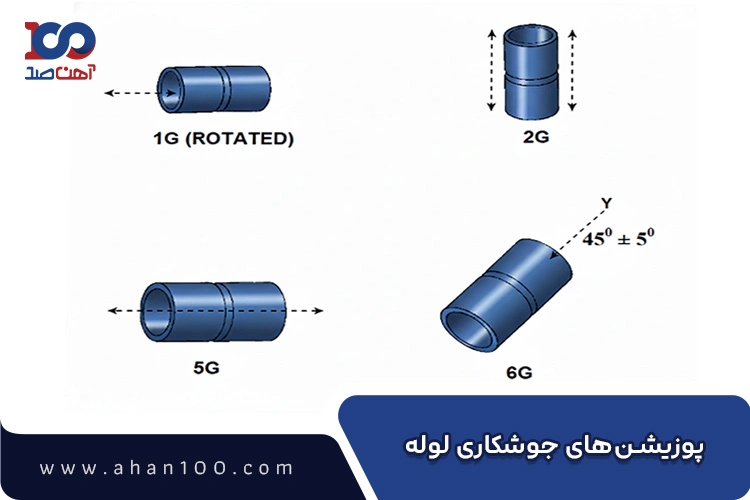
برای سادهسازی این حالتها، در صنعت از یک سیستم نامگذاری استاندارد استفاده میشود که با کدهای G1 ،G2 ،G5 و G6 شناخته میشوند:
- پوزیشن G1: لوله بهصورت افقی قرار دارد و در حین جوشکاری میچرخد. این سادهترین حالت جوشکاری لوله است و معمولاً برای آموزش و پروژههای سبک استفاده میشود.
- پوزیشن G2: لوله ثابت و افقی است و جوشکار باید جوش را بهصورت افقی اجرا کند. در این حالت، کنترل حوضچه مذاب نسبت به G1 دشوارتر میشود.
- پوزیشن G5: لوله ثابت و افقی است، اما جوش باید در تمام جهتها (بالا، پایین و کنارهها) اجرا شود. این وضعیت در خطوط لوله واقعی کاربرد زیادی دارد و به دلیل تغییر مداوم موقعیت جوش، جوشکار باید مهارت بالاتری داشته باشد.
- پوزیشن G6: لوله بهصورت ثابت و با زاویه (معمولاً حدود ۴۵ درجه) قرار میگیرد. جوشکاری در این حالت شامل تمام وضعیتهای جوشکاری است و بهعنوان سختترین پوزیشن جوشکاری لوله شناخته میشود.
شناخت این پوزیشنها به مهندسان، پیمانکاران و ناظران کمک میکند تا سطح دشواری کار، مهارت موردنیاز جوشکار و روش مناسب جوشکاری لوله فولادی را بهتر درک کنند.
پاسهای جوش در لوله فولادی (Root، Hot، Fill، Cap)
در جوشکاری لوله فولادی، پاس جوش به مراحل متوالی اجرای جوش گفته میشود که در حین اجرای جوشکاری به ترتیب ایجاد شده تا اتصال نهایی کامل و مستحکم شود. در واقع، هر یک از این مراحل با عنوان پاسهای ریشه، گرم، پرکننده و نهایی شناخته میشوند.
- پاس ریشه (Root Pass): پاس ریشه اولین لایه جوش است که نفوذ به داخل شیار لوله را تأمین میکند و حساسترین بخش اتصال به شمار میرود.
- پاس گرم (Hot Pass): پاس گرم روی پاس ریشه اجرا میشود تا عیوب کوچک برطرف شده و استحکام اتصال افزایش یابد.
- پاسهای پرکننده (Fill Passes): این پاسها شیار بین لولهها را پر میکنند و ضخامت جوش را نیز افزایش میدهند.
- پاس نهایی / کپ (Cap Pass): در نهایت، پاس نهایی اجرا میشود. این پاس آخرین لایه جوش است که ظاهر جوش را صاف و یکنواخت میکند و استحکام نهایی اتصال را ایجاد مینماید.
به طور کلی، رعایت ترتیب صحیح اجرای پاسهای جوش باعث ایجاد اتصالی یکپارچه با نفوذ کامل و مقاومت بالا شده و عیوب احتمالی جوش را به حداقل میرساند.
مهمترین عیوب جوشکاری لوله فولادی
برای اطمینان از کیفیت و ایمنی جوش، آشنایی با عیوب رایج و روشهای بازرسی از اهمیت بالایی برخوردار است. اما باید توجه داشت که ابن بررسیها معمولا توسط تیمهای تخصصی انجام میشوند.
عیوب رایج جوش لوله فولادی
مهمترین عیوبی که پس از جوشکاری ممکن است رخ بدهند عبارتاند از:
- ترک: شکاف یا شکست در جوش یا نزدیکی آن را ترک میگویند.
- تخلخل: وجود حبابهای هوا یا گاز در داخل جوش نیز تخلخل نام دارد.
- نفوذ ناقص: زمانی که جوش به داخل شیار لوله نفوذ کافی ندارد، نفوذ ناقص گفته میشود.
- عدم ذوب (Lack of Fusion): در واقع، عدم ذوب زمانی رخ میدهد که فلز به طور کامل با لبههای لوله ذوب و یکپارچه نشود.
- زیربُری (Undercut): شیار یا حفره روی لبه جوش که استحکام را کاهش میدهد را زیربری نامیده میشود.
روشهای بازرسی و تست کیفیت جوشکاری لوله
برای بازرسی و کنترل کیفیت جوشهای ایجاد شده سه روش اصلی و رایج وجود دارد که عبارتند از:
- بازرسی چشمی (Visual Inspection): یکی از بهترین روشها، بازرسی چشمی است. در این روش، کارشناس فنی با مشاهده مستقیم جوش، عیوبی مانند ترک، نفوذ ناقص و تخلخل را شناسایی میکند.
- تستهای غیرمخرب: در برخی مواقع عیوب جوش با استفاده از روش چشمی قابل تشخیص نیستند. از این رو روشهای غیرمخرب زیر استفاده میشوند:
-رادیوگرافی (RT)
-اولتراسونیک (UT)
-پارتیکل مغناطیسی (MT)
-تست نفوذ (PT) - تست هیدرواستاتیک: در این روش، با اعمال فشار به خط لوله، مقاومت و آببندی اتصال مورد ارزیابی قرار میگیرد.
تاثیر نوع لوله فولادی بر کیفیت جوشکاری و قیمت نهایی پروژه
انتخاب لوله فولادی مناسب برای جوشکاری به طور مستقیم بر کیفیت جوشکاری، ایمنی خط لوله و هزینه نهایی پروژه تاثیر میگذارد. هر چه شرایط کاری سختتر باشد، نیاز به لولههایی با کیفیت بالاتر و جوشپذیری بهتر از اهمیت بالایی برخوردار است. به عنوان مثال، لولههای مانیسمان به دلیل ساختار بدون درز، کنترل بهتری در نفوذ جوش ایجاد میکنند و برای خطوط تحت فشار مناسبتر هستند، در حالی که لولههای درزدار با قیمت اقتصادیتر، گزینهای رایج در پروژههای ساختمانی و تاسیساتی محسوب میشوند. به همین دلیل، بررسی همزمان مشخصات فنی و قیمت لوله قبل از اجرای جوشکاری، به تصمیمگیری دقیقتر و مدیریت بهتر هزینهها کمک میکند.
نکات مهم قبل از شروع جوشکاری لوله فولادی
قبل از شروع عملیات جوشکاری لوله فولادی، رعایت برخی نکات اولیه نقش مهمی در کیفیت نهایی جوش و کاهش عیوب احتمالی دارد. این موارد را میتوان بهعنوان یک چکلیست کلی در نظر گرفت:
- انتخاب روش مناسب جوشکاری: روش جوشکاری باید متناسب با ضخامت لوله، جنس فولاد، فشار کاری سیستم و موقعیت اجرای جوش انتخاب شود. برای مثال، جوشکاری لولههای تحت فشار یا مانیسمان معمولاً نیازمند روشهایی نیاز دارند که کنترل دقیقتری بر میزان نفوذ جوش داشته باشند.
- تمیزکاری و آمادهسازی لبهها: قبل از جوشکاری، لبههای لوله باید کاملاً از رنگ، زنگزدگی، روغن و آلودگی پاک شوند. در صورت نیاز، پخزنی (Beveling) انجام میشود تا شرایط مناسب برای نفوذ جوش فراهم شود.
- تنظیم دهانه ریشه و فیتآپ صحیح: فاصله بین لبهها یا همان دهانه ریشه (Root Gap) باید مطابق دستورالعمل تعیین شود. همچنین همراستایی دقیق لولهها در مرحله فیتآپ یا همان بخشی که لولهها در موقعیت درست خود قرار میگیرند (Pipe Fit-up)، اهمیت زیادی دارد و از ایجاد تنش و عیوب جوش جلوگیری میکند.
- انتخاب الکترود یا سیمجوش مناسب: نوع، قطر و شماره استاندارد الکترود یا سیمجوش باید با جنس لوله و روش جوشکاری هماهنگ باشد. انتخاب نادرست مصرفی جوش میتواند باعث کاهش استحکام اتصال شود.
- پیشگرم کردن در صورت نیاز: برای لولههای ضخیم یا فولادهای حساس، معمولاً پیشگرم قبل از جوشکاری انجام میشود تا از بروز ترکخوردگی و ایجاد تنشهای حرارتی جلوگیری شود.
- رعایت نکات ایمنی: استفاده از تجهیزات حفاظت فردی، تهویه مناسب محیط و رعایت دستورالعملهای ایمنی جوشکاری ضروری است. این موارد علاوه بر حفظ سلامت جوشکار، به اجرای صحیح و کنترلشده جوش کمک میکنند.
استانداردها و دستورالعملهای جوشکاری لوله فولادی
در صنایع حساس مانند نفت، گاز، پتروشیمی و نیروگاهها، جوشکاری لولهها معمولاً براساس استانداردها و دستورالعملهای فنی معتبر انجام میشود تا پایداری و استحکام آنها حفظ شود. به طور کلی، استانداردهای ASME، API، AWS از مهمترین استانداردهایی هستند که در زمان جوشکاری لوله مورد استفاده قرار میگیرند. علاوه بر این استانداردها، اجرای جوشکاری در پروژههای صنعتی معمولاً بر پایه اسناد اجرایی مشخصی مانند WPS (دستورالعمل اجرایی جوشکاری) و PQR (گزارش تأیید صلاحیت دستورالعمل جوشکاری) انجام میشود. این استانداردها نحوه اجرای جوش، مواد مصرفی، پارامترهای جوشکاری و روشهای بازرسی را مشخص میکنند تا اتصال پایدار و ایمن ایجاد شود.
جوشکاری لوله فولادی در چه پروژههایی استفاده میشود؟
جوشکاری لوله فولادی در پروژههای مختلف صنعتی و تأسیساتی کاربرد گستردهای دارد. در ادامه نمونههای مهم این کاربردها آمده است:
- خطوط انتقال گاز: در شبکههای شهری و صنعتی، لولههای [لوله گاز] و [لوله مانیسمان] با جوشکاری به هم متصل میشوند تا نشتی به حداقل برسد و ایمنی خطوط حفظ شود.
- شبکه آبرسانی و فاضلاب: لولههای (لوله فولادی درزدار) و مانیسمان در خطوط آب و فاضلاب جوشکاری میشوند تا دوام و آببندی سیستم تأمین شود.
- تأسیسات حرارتی و برودتی: لولههای فولادی در سیستمهای بخار، گرمایش و تهویه مطبوع به کمک جوشکاری به یکدیگر متصل میشوند و مسیر سیالات با فشار و دماهای مختلف کنترل میشود.
- خطوط فرآیندی در کارخانجات: صنایع نفت، پتروشیمی و سایر کارخانهها از لولههای فولادی جوشکاریشده برای انتقال مواد، گازها یا مایعات تحت فشار استفاده میکنند.
در تمام این پروژهها، کیفیت جوش و انتخاب روش مناسب اهمیت بالایی دارد و میتواند طول عمر سیستم و ایمنی آن را تضمین کند.
سوالات متداول جوشکاری لوله فولادی: